Паяльная паста для smd
Содержание:
- Введение
- Паяльная паста «MECHANIC» (пайка без паяльника)
- Разновидности
- Дополнительная тренировка
- Что такое флюс и его ключевые особенности
- Критерии выбора
- Чем заменить флюс для пайки
- Условия хранения
- BGA пайка процессора на примере планшета
- Где приобрести качественную паяльную пасту?
- Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.
- Свойства паяльной пасты
- Распространенные проблемы при пайке
- Пайка в заводских условиях
- Технология использования пасты
- Нюансы пайки электропаяльником
- Основные этапы работ
- Последовательность действий на примере смд-компонента
- Как самому сделать паяльную пасту
- Разновидности
- Как использовать?
Введение
Паяльная паста используется в технологии поверхностного монтажа в качестве материала, обеспечивающего образование паяных соединений между контактными площадками () печатной платы (ПП) и выводами поверхностно монтируемых электронных компонентов (). Одним из важнейших достоинств пасты является ее многофункциональность и технологичность применения: помимо основного назначения в качестве припоя, она одновременно является флюсом, а также фиксирует компоненты при их установке на ПП. Применение паст позволяет значительно автоматизировать процесс нанесения. Правильный выбор пасты, соблюдение определенной технологии при подготовке ее к применению и предписанных производителем условий хранения – немаловажные факторы в обеспечении качества сборки электронного модуля. Эти вопросы рассмотрены в данной статье.
Паяльная паста «MECHANIC» (пайка без паяльника)
Подробная информация о способах оплаты и доставки товара
Основная валюта на сайте Российский рубль, выбор отображения цены в другой валюте (Тенге, Гривна, Доллар США, Евро, Белорусский рубль) вверху сайта.
Все товары, за исключением продукции “SugarBae”, будут отправлены в течение 3-х рабочих дней с момента оплаты заказа.
Турмалиновые, нефритовые коврики и подушки “SugarBae” будут отправлены в течение 5-7 рабочих дней с момента оплаты заказа!
Доставка осуществляется напрямую от производителя!
ДОСТАВКА
Для физлиц
По всей России: почтовой службой АО «Почта России»
В другие страны: почтовой службой той страны, которая будет указана в заказе.
Для юридических лиц
АО «Почта России»: до почтового отделения или курьером до двери;
Транспортная компания: из расчета по тарифу доставка до пункта выдачи или офиса.
СТОИМОСТЬ ДОСТАВКИ
На странице оформления заказа будут видны все возможные способы доставки для выбранных товаров!
Для физ. лиц
180 рублей — по России (кроме республики Крым);
450 рублей — в республику Крым, в страны СНГ и ближнего Зарубежья. Если выбрана другая валюта, то сумма автоматически будет пересчитана по курсу к рублю.
Бесплатная доставка действует при заказе на сумму свыше 2700 рублей или также по курсу к рублю в выбранной валюте.
Для юридических лиц
от 550 рублей — рассчитывается индивидуально, зависит от объема партии, упаковки и удаленности региона;
СРОК ДОСТАВКИ
Для физических лиц: от 10 до 30 рабочих дней (зависит от работы почтовых служб).
Для юридических лиц: от 15 до 30 рабочих дней!
ОПЛАТА
С наложенным платежом (оплата на почте при получении) мы не работаем!
СПОСОБЫ ОПЛАТЫ (выбор при оформлении заказа)
- «Банковская карта» (Visa, MasterCard, Maestro и МИР) — комиссия 0%
- «ЯНДЕКС деньги / Ю money» (электронный кошелек) — комиссия 0%
- «QIWI кошелек» (прямой перевод на другой кошелек Qiwi) — комиссия 0%
- «Сбербанк-онлайн» (оплата через личный кабинет Сбербанка России) — комиссия 1%
- «Сбербанк РФ» (наличными через банкомат или филиал отделения Сбербанка) — комиссия 1%
- Банковская карта (для жителей стран СНГ и ближнего Зарубежья) — комиссия 10%
- «QIWI кошелек» (через платежную систему «Робокасса») — комиссия 10%
- «Связной» (оплата наличными) — комиссия 10%
- «Евросеть» (оплата наличными) — комиссия 10%
- «Со счета мобильного телефона» (Билайн, МТС, Tele2) — комиссия от 5% до 10%(зависит от оператора)
- «Платежный терминал»(оплата наличными в любом терминале) — комиссия от 0% до 5% (зависит от терминала)
Оплата через Qiwi кошелек — удобный способ для покупателей, проживающих в СНГ и ближнем Зарубежье, т.к. есть возможность выбрать другую валюту.
Для юридических лиц:
Оплата только по безналичному расчету (выставляем Счет на оплату)
Обратите внимание, что мы работаем без НДС, в связи с налогообложением УСН (доходы 6%). СРОК ДЕЙСТВИЯ ЗАКАЗА
СРОК ДЕЙСТВИЯ ЗАКАЗА
В связи с тем, что мы товары не резервируем, заказ актуален в течении рабочего дня с момента оформления. Если Вы не смогли сразу после оформления оплатить заказ и в течение суток с момента размещения заказа не сообщили в нашу службу поддержки дату оплаты, то заказ автоматически будет аннулирован на следующий рабочий день!
ПРИЯТНЫХ ВАМ ПОКУПОК!
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
- по составу припоя — без галогена или галогенсодержащие;
- по необходимости в дополнительном отмывании;
- по типу припоя — без свинца или свинцовые;
- по температурным показателям — высоко-, средне-, низкотемпературные.
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Необходимо учитывать и то, что увеличение уровня паяемости элементов сопровождается снижением надежности фиксации. Например, составы с содержанием галогена обладают высокой технологичностью, однако их надежность находится на низком уровне.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Что такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Флюс-паста
Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.
Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.

Флюс для пайки микросхем
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики:
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.

Оловянный припой
Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Это интересно: Делаем паяльную станцию своими руками
Критерии выбора
Помимо этого существуют и другие марки, так что у людей часто возникает вопрос, какой припой выбрать для микросхем, исходя из параметров
В первую очередь нужно обращать внимание на проводимость состава. Если у него большое сопротивление, то для сложных схем он может не подойти
Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.

Серебряные припои
Одним из важных параметров является температура плавания. Тут не нужна высокая крепость и сама температура на схеме не будет подыматься не выше сотни градусов. При низкой температуре плавления припой лучше расплавляется и схватывается на поверхности. Также проще обирать остатки, которые могут налипнуть при неаккуратном обращении.
Лучше если материал будет выполнен в виде прутка или проволоки, так как это более удобно в практическом применении. Ведь нужно отмерять относительно небольшие порции, поэтому, необходимо иметь возможность взять паяльником минимальное количество материала.
Особенности пайки
Выбирая, какой припой лучше выбрать для пайки SMD стоит учитывать, что сам процесс спаивания имеет некоторые отличия. Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
https://youtube.com/watch?v=KBr6fTDMazw
Одной из главных особенностей является чистка микросхемы после спаивания. На ней могут остаться лишние частицы припоя, которые следует собрать, чтобы не получилось короткого замыкания. Это могут быть как случайно оброненные капли, так и просто расплывшиеся массы припоя, если его взяли слишком большое количество. Для этого используется специальная оплетка из меди. Это еще одна из причин по которой температура плавления расходного материала должна быть минимальной.
Производители
На рынке можно выделить следующих отечественных производителей
- КиевЦветМет;
- Арсенал;
- Вадис-М;
- «Технологические Линии»;
- Техноскрап.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
Условия хранения

На многокомпонентные паяльные смеси влияют внешние факторы. Условия, выполнение которых требуется для правильного хранения, указывают на упаковке. С ними следует ознакомиться и неукоснительно соблюдать.
Обязательно указывают не только температуру, пригодную для хранения, но и диапазон ее возможных отклонений.
Обычно, при температуре хранения, превышающей 30 ℃, смесь необратимо ухудшается. Очень холодное окружение может ухудшить выполнение функций активаторами, содержащимися в припое или термопасте.
Большое значение имеет время, через которое паста приобретает комнатную температуру
Важно знать:
- как долго ее нужно перемешивать;
- какая температура и влажность воздуха должны выдерживаться при использовании пасты;
- сколько ее можно хранить при указанных условиях.
При влажном воздухе в паяльной массе из-за впитывания воды могут появляться шарики припоя. Срок, условия хранения паяльных паст отличаются, зависят от состава. Ели выполнять указания производителей, то качество пайки будет соответствовать ожиданиям.
BGA пайка процессора на примере планшета
Планшет загружался через раз. При давлении на процессор проходит экран загрузки, но процент зарядки 0%. Смена аккумулятора и попытки прошить аппарат ни к чему не привели. Так же режим инженера не доступен.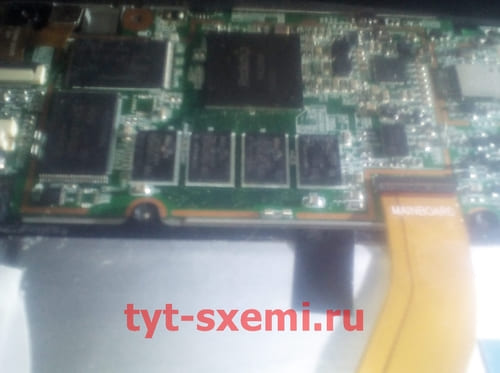
Возле процессора есть много рассыпухи, лучше закрыть ее плотным алюминиевым скотчем, чтобы случайно не сдуть.
Выпайка процессора
Обязательно нужно сфотографировать место пайки, чтобы не было проблем определить в какой стороне находится ключ. Сначала место пайки прогревается 100 — 150 °C на максимальном потоке воздуха. Где-то после минуты постепенно увеличиваем температуру. 200 °C, 250 °C и потолок 310 °C — 320 °C. При температурах от 250 пытаемся аккуратно пинцетом покачивать процессор. Если он стоит на мертво, то ждем еще (или увеличиваем температуру, но не больше 320 °C). Когда процессор от одного прикосновения пинцета пошатывается, то время снимать его. В данном случае все защищено фольгой, то риск задеть рассыпуху минимален, поэтому пинцетом можно откинуть его на плату.
Убираем припой
Лучше не использовать оплетку, дабы избежать повреждения маски. При помощи паяльника и немного припоя на жале (для разбавки припоя с тем, что на плате) легкими и не резкими движениями проходим по площадкам. Естественно перед этим наносим флюс на плату. Та же процедура и с самим процессором
Важно не перегреть его и не сорвать пятак
Реболлинг процессора
Реболлинг — это перепайка микросхемы. Это не замена старой на новую, по сути обновляются шарики на микросхеме для лучшего контакта с платой.
При помощи паяльной пасты и трафарета наносим новые шарики на процессор.
Температура пайки значительно ниже. 180 °C — 200 °C. Закрепляем процессор на трафарет при помощи все того же алюминиевого скотча.
После трафарета чистим процессор и наносим немного флюса. Затем снова греем его, чтобы шары точнее встали на свои места и лучше расплавились. Чистить после этой процедуры.
Затем, перед установкой, на плату ровным слоем наносим флюс. При помощи лопаток или зубочисток распределяем его равномерно, чтобы все контакты хорошо пропаялись и процессор не поплыл.

Ставим процессор по ключу и позиционируем его края. Так как вокруг много скотча это не составит особого труда. После этого также сначала греем плату на 100 — 150 °C, затем увеличиваем до 200 °C — 230 °C и аккуратно пытаемся пинцетом прикоснуться дабы убедиться, расплавился припой или нет. Если сделать это резко, то придется повторять все заново т.к. шары слипнуться.
После пайки убираем скотч и лучше всего не чистить плату вообще. Под BGA микросхемами очень мало воздуха, и поэтому, когда чистящее средство доберется туда, то полностью его удалить оттуда очень сложно. Конечно, можно попытаться на 100 °C «выпарить» флюс, но если у вас хороший и безотмывочный флюс, то не стоит беспокоиться.
Планшет начал включаться уже и без давления на процессор, однако после загрузки он выключался на 0%. Только теперь уже можно войти в режим инженера и попытаться сбросить планшет. После сброса аппарат включился нормально и показывает процесс зарядки, остаток и перестал отключаться.
Теперь нужно тщательно проверить все его функции. Камера, звук, микрофон, Wi-Fi, тачскрин.
Где приобрести качественную паяльную пасту?
реализует продукцию из линейки паяльных паст французского бренда MBO (Metaux Blancs Ouvres). Это действительно уникальное предложение: вы можете купить экспортный товар высочайшего качества по низким ценам. В каталоге вы найдете паяльные пасты следующих видов:
- свинцовые;
- бессвинцовые;
- высокотемпературные;
- низкотемпературные;
- для дозирования и др.
Если вы представляете интересы юридического лица, то можете запросить коммерческое предложение и выбрать наиболее интересную для вас продукцию. Оплата заказа возможна путем оплаты на расчетный счет. Все необходимые для отчетности в бухгалтерии документы будут приложены.
«ТОПТРЕЙДКО» всегда стремится быть клиентоориентированной компанией, поэтому главным ее преимуществом является скорость обработки заказа и доставки. В случае выявления вами дефектов упаковки или свойств, отличных от заявленных, вы можете вернуть товар, поскольку гарантия распространяется на целых 12 месяцев!
Чтобы купить паяльную пасту, вам необходимо отправить запрос с указанием имени, номера телефона и адреса электронной почты, после чего, с вами свяжется менеджер и поможет оформить заказ. Дополнительная информация на официальном сайте компании.
Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.
В этих корпусах производят резисторы, конденсаторы, диоды и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, адаптированных к автоматической сборке. Такие ленты наматывают на барабаны и обычно содержат 5000 штук элементов, хотя, может быть, даже 20000 в одной катушке.
Такие катушки устанавливаются в сборочные машины, благодаря чему весь процесс производства может быть полностью автоматизирован. Роль человека в подобном производстве — это только установка новых катушек и контроль качества готовой продукции.
В названии корпуса закодированы размеры SMD компонента. Например, 1206 означает, что длина элемента составляет 120 mils, а ширина — 60 mils. Mils составляет 1/1000 дюйма или 0,0254 мм.
На практике чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. Для ручного монтажа идеально подходит корпус 1206, но даже 0402 можно паять вручную, хотя это довольно утомительно. Элементы MELF имеют цилиндрическую форму и чаще всего являются диодами или резисторами. Давайте теперь перейдем к делу!
Припаять диод в корпусе MELF

Прежде всего, мы должны облудить одну из контактных площадок. Мы обрабатываем площадку флюсом и прикасаемся к ней кончиком паяльника, и через некоторое время наносим припой. Припой должен немедленно расплавиться и равномерно покрыть всю площадку. Все, что вам нужно, это тонкий слой припоя — лучше, чтобы его было мало, чем слишком много.

Далее мы берем SMD компонент за боковые стороны и кладем его на место пайки. После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.

Последний этап — пайка второго контакта. Здесь нет ничего сложного — мы прикасаемся к контакту и к площадке жалом паяльника, затем прикладываем к нему припой, который быстро плавиться, обволакивая место пайки ровным слоем.

На следующих рисунках показано, как припаивается конденсатор в корпусе 1206. Последовательность операций идентична приведенной выше.
Свойства паяльной пасты
При использовании паяльной пасты для сборки схем необходимо проверить и понять различные реологические свойства паяльной пасты.
- Вязкость
- Степень сопротивления материала течению. Вязкость конкретной пасты можно узнать в каталоге производителя; Иногда требуется внутреннее тестирование, чтобы оценить оставшуюся пригодность паяльной пасты после определенного периода использования.
Тиксотропный индекс
Паяльная паста является тиксотропной , что означает, что ее вязкость изменяется в зависимости от приложенной силы сдвига (например, при перемешивании или растекании). Индекс тиксотропности является мерой вязкости паяльной пасты в состоянии покоя по сравнению с вязкостью «обработанной» пасты
В зависимости от состава пасты может быть очень важно перемешать пасту перед использованием, чтобы убедиться, что вязкость подходит для правильного нанесения. Когда паяльная паста перемещается ракелем по трафарету, физическое напряжение, прикладываемое к пасте, вызывает снижение вязкости, позволяя пасте легко течь через отверстия на трафарете
Когда давление на пасту снимается, она восстанавливает свою вязкость, предотвращая ее растекание по печатной плате.
- Спад
- Характеристика способности материала растекаться после нанесения. Теоретически боковые стенки пасты остаются совершенно прямыми после нанесения пасты на печатную плату, и они останутся такими до тех пор, пока не будет размещена деталь. Если паста имеет высокое значение осадки, это может отклоняться от ожидаемого поведения, поскольку теперь боковые стенки пасты не совсем прямые. Просадка пасты должна быть сведена к минимуму, так как просадка создает риск образования перемычек припоя между двумя соседними площадками, что приводит к короткому замыканию.
- Срок службы
- Время, в течение которого паяльная паста может оставаться на трафарете, не влияет на его печатные свойства. Производитель пасты указывает это значение.
- Tack
- Липкость — это свойство паяльной пасты удерживать компонент после того, как компонент был размещен установочной машиной. Следовательно, долговечность прилипания является важнейшим свойством паяльных паст. Он определяется как время, в течение которого паяльная паста может оставаться в атмосфере без значительного изменения липких свойств. Паяльная паста с длительным сроком службы с большей вероятностью обеспечит пользователю стабильный и надежный процесс печати.
- Ответ на паузу
- Реакция на паузу (RTP) измеряется разницей в объеме осаждения паяльной пасты в зависимости от количества отпечатков и времени паузы. Большое изменение объема печати после паузы недопустимо, так как это вызывает дефекты конца строки, такие как короткое замыкание или размыкание. Хорошая паяльная паста показывает меньшее изменение объема отпечатков после паузы. Однако другой может показывать большие вариации, а также общую тенденцию к снижению объема.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
 Заводская пайка SMD-деталей
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
для начала необходимо очистить, обезжирить и просушить плату;
после этого плату необходимо надежно зафиксировать в горизонтальном положении;
в отмеченных точках соединения равномерно наносится паста;
мелкие детали устанавливаются на поверхность платы;
иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
прогревать установленные SMD-компоненты можно феном;
когда припой полностью испарится, температуру плавки можно увеличить;
паять необходимо осторожно, соблюдая все необходимые требования безопасности;
после работы плату нужно остудить и промыть.
Для монтажа микросхем применяются паяльники с температурой в пределах +250…+300°С. Нежелательно брать для такой работы устройства с конусовидными насадками. Чтобы добиться максимальной эффективности, следует воспользоваться тонкой проволокой для контакта пасты с паяльным жалом.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.

Для пайки кабелей паста наносится на них в зоне соединения. После этого к массе прикладывается паяльное жало.
Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.

Основные этапы работ
Полученный порошок автор смешивает с солью. Причем нужно использовать только соль крупного помола (мелкая не подойдет). После этого измельчаем порошок пестиком.

Далее готовый порошок заливается водой — нужно несколько раз промыть осадок. Потом осадок надо отжать и высушить на батарее (около 10 минут). слипшиеся комочки растираются в мелкий порошок.
Cоветуем: Мощная воздуходувка на базе угловой шлифмашинки

На следующем этапе порошок нужно разделить на фракции. И для этого автор использует крахмал, из которого надо сделать жидкий кисель. Перед тем, как добавлять порошок, его нужно разбавить водой, иначе будут комки.

Крахмал можно заменить желатином, комочков гарантированно не будет, но придется ждать пару часов, пока желе остынет и схватится.
В конечном итоге получаем мелкий осадок и крупный осадок. Пересыпаем их по разным коробочкам. Для пасты, конечно же, лучше использовать мелкий порошок.

Последовательность действий на примере смд-компонента
Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.

На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь
В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Как самому сделать паяльную пасту
Необъятные просторы страны и сложные климатические условия приводят к тому, что иногда расходные материалы для паяния проще изготовить самостоятельно, чем попасть на ближайший рынок или в специализированный магазин.
В домашних условиях можно сделать не все, но паяльная паста в этом плане исключение. Имея самые доступные компоненты, ее вполне удастся изготовить своими руками.
Необходимые свойства

Важными являются следующие свойства:
- устойчивость к окислению;
- гомогенное состояние;
- отсутствие склонности к расслаиванию;
- приемлемая вязкость;
- достаточная клейкость;
- легкость удаления остатков;
- исключение разбрызгивания при пайке;
- отсутствие негативного влияния на детали;
- хорошая растворимость в традиционно применяемых жидкостях.

На растительных маслах

Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.
При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
На минеральном масле

Мелкие детали удобно паять с помощью самодельной флюсовой пасты из двух компонентов. Для ее приготовления своими руками следует взять любое минеральное масло (продукт переработки нефти) в количестве 900 г.
Оно не должно содержать примесей кислотного характера. В масло нужно постепенно ввести 100 г хлорида аммония, растирая смесь до однородного состояния. Готовый продукт сразу поместите в закрывающуюся емкость.
Некоторым мастерам нравятся в работе вязкие растворы. Для таких ситуаций рекомендуется хлористый аммоний в указанной пропорции растворить в керосине.
Для лужения

Рекомендуется взять мелкоизмельченный порошок олова без всяких крупных частичек, припой-третник и разбавить смесь глицерином. Тщательно перемешивая и регулируя количество глицерина, можно получить пастообразную массу требуемой консистенции.
Иногда вместо глицерина и припоя к пылевидному олову добавляют готовый глицериновый флюс.
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
- по составу припоя — без галогена или галогенсодержащие;
- по необходимости в дополнительном отмывании;
- по типу припоя — без свинца или свинцовые;
- по температурным показателям — высоко-, средне-, низкотемпературные.
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Необходимо учитывать и то, что увеличение уровня паяемости элементов сопровождается снижением надежности фиксации. Например, составы с содержанием галогена обладают высокой технологичностью, однако их надежность находится на низком уровне.
Как использовать?
Паять медь с флюсом надлежит с соблюдением правил технологии. Прежде чем его использовать, подготавливают рабочую область. Трубу обрезают, очищают от пыли, загрязнений, масла. Поверхность обезжиривают с применением ацетона, бензина либо иного растворителя. После этого удаляют оксидную пленку в месте планируемой пайки.
Уменьшение толщины пленки упростит задачу флюса. Затем на поверхность наносят флюс (кисточкой либо пальцами). Ввиду его токсичности работу выполняют в перчатках. После нагрева нужного участка по периметру трубы наносят припой, который в дальнейшем станет жидким и заполнит пустое пространство. Флюс усилит адгезию и не даст воздуху попасть в шов.

Надевают фитинг, нагрев участка пайки осуществляют посредством паяльника мощностью 100 Вт. В работе с объемными деталями применяют нагревательный инструментарий с большой мощностью. В работе пользуются газовой горелкой или паяльной лампой. В область пайки вносят припой.
Если нужно разбавить флюс, для этого можно использовать средства, которыми его отмывают (например, спирт). Однако стоит учесть: разведенный состав будет быстрее высыхать. Можно использовать и керосин – он испаряется медленней.
Обычно загустение связано с несоблюдением правил хранения. Срок хранения у данного материала небольшой. После вскрытия его можно использовать в течение полугода. Хранить его нужно в холодильнике, плотно закрытым.


Пайка медной трубы с флюсом в видео ниже.