Для чего нужны паяльные пасты и какими они бывают?
Содержание:
- Введение
- Простая пайка проводов
- Свойства
- Ликбез для начинающих
- Паяльная паста и ее свойства
- Каплеструйный метод
- Как самому сделать паяльную пасту
- Оценка
- Применение паяльной пасты
- Температура фена для выпаивания микросхем
- Классификация
- Паяльная паста: как пользоваться
- Технология использования пасты
- Технология использования пасты
- Преимущества применения
- Свинцовосодержащие паяльные пасты Union Soltek
- Что такое СМД и основные принципы
- Дополнительная тренировка
Введение
Паяльная паста используется в технологии поверхностного монтажа в качестве материала, обеспечивающего образование паяных соединений между контактными площадками () печатной платы (ПП) и выводами поверхностно монтируемых электронных компонентов (). Одним из важнейших достоинств пасты является ее многофункциональность и технологичность применения: помимо основного назначения в качестве припоя, она одновременно является флюсом, а также фиксирует компоненты при их установке на ПП. Применение паст позволяет значительно автоматизировать процесс нанесения. Правильный выбор пасты, соблюдение определенной технологии при подготовке ее к применению и предписанных производителем условий хранения – немаловажные факторы в обеспечении качества сборки электронного модуля. Эти вопросы рассмотрены в данной статье.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Свойства

Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Паяльная паста и ее свойства
Изначально данные составы использовались в технологиях типа SMT. В настоящее время их сфера распространения существенно расширилась. Паста включает такие основные компоненты:
- Припой в виде порошка с разной степенью дробления. Как правило, выбираются сплавы, включающие олово, свинец, серебро. Особое распространение получили бессвинцовые пасты.
- Флюс для обезжиривания.
- Необходимые добавки для связывания. Они упрощают монтаж и крепление smd-компонентов на платах. Для больших размеров платы требуется более вязкая паста.
- Активаторы и дополнительные компоненты.

- высокий уровень проведения паяльных работ с прочностью получаемых соединений, недопущением разбрызгивания и образования шариков;
- необходимые клеящие параметры, благодаря которым элементы удерживаются до проведения пайки;
- устойчивость к растеканию во время начального нагревания;
- отсутствие или минимальное количество остающегося после работ легко удаляемого флюса;
- применимость технологии дозирования или печати трафаретного типа;
- допустимость к хранению длительное время.

Каплеструйный метод
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы.
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Как самому сделать паяльную пасту
Необъятные просторы страны и сложные климатические условия приводят к тому, что иногда расходные материалы для паяния проще изготовить самостоятельно, чем попасть на ближайший рынок или в специализированный магазин.
В домашних условиях можно сделать не все, но паяльная паста в этом плане исключение. Имея самые доступные компоненты, ее вполне удастся изготовить своими руками.
Необходимые свойства

Важными являются следующие свойства:
- устойчивость к окислению;
- гомогенное состояние;
- отсутствие склонности к расслаиванию;
- приемлемая вязкость;
- достаточная клейкость;
- легкость удаления остатков;
- исключение разбрызгивания при пайке;
- отсутствие негативного влияния на детали;
- хорошая растворимость в традиционно применяемых жидкостях.

На растительных маслах

Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.
При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
На минеральном масле

Мелкие детали удобно паять с помощью самодельной флюсовой пасты из двух компонентов. Для ее приготовления своими руками следует взять любое минеральное масло (продукт переработки нефти) в количестве 900 г.
Оно не должно содержать примесей кислотного характера. В масло нужно постепенно ввести 100 г хлорида аммония, растирая смесь до однородного состояния. Готовый продукт сразу поместите в закрывающуюся емкость.
Некоторым мастерам нравятся в работе вязкие растворы. Для таких ситуаций рекомендуется хлористый аммоний в указанной пропорции растворить в керосине.
Для лужения

Рекомендуется взять мелкоизмельченный порошок олова без всяких крупных частичек, припой-третник и разбавить смесь глицерином. Тщательно перемешивая и регулируя количество глицерина, можно получить пастообразную массу требуемой консистенции.
Иногда вместо глицерина и припоя к пылевидному олову добавляют готовый глицериновый флюс.
Оценка
Основная причина, по которой необходима оценка паяльной пасты, заключается в том, что 50-90% всех дефектов возникают из-за проблем с печатью. Следовательно, оценка пасты имеет решающее значение.
Эта процедура довольно тщательная, но сводит к минимуму количество тестов, необходимых для различения отличных и плохих паяльных паст. Если оценивается несколько паяльных паст, эту процедуру можно использовать для устранения плохих паст из-за их низкого качества печати. После этого на финалистах паяльной пасты могут быть проведены дальнейшие испытания, такие как характеристики пайки оплавлением, качество паяных соединений и проверка надежности.
Применение паяльной пасты
Паяльная или припойная паста применяется в радиоэлектронной промышленности для монтажа SMD-компонентов на печатные платы. Данное вещество используется при монтаже систем водоснабжения. С его помощью производят соединение труб и фитингов из сплавов меди и латуни.

Применение самодельной паяльной пасты
Если для прокладки систем водоснабжения требуется специальная паста, которую сложно изготовить самостоятельно, радиотехнические детали менее привередливы. Но чтобы получить качественный продукт, отвечающий всем необходимым требованиям, самодельная паяльная паста должна соответствовать следующим критериям:
- она не должна окисляться и быстро расслаиваться;
- продукт должен продолжительное время сохранять вязкость и способность к деформации;
- нанесенная доза приготовленной массы не должна растекаться за пределы места нанесения;
- после пайки не должно оставаться твердых остатков, которые невозможно удалить.
Важно обращать внимание на клеящие свойства готового продукта, так как данное качество позволит надежно закреплять на плате мелкие детали. При нагреве металл имеет свойство разбрызгиваться. Применение качественной пасты призвано минимизировать это свойство
Применение качественной пасты призвано минимизировать это свойство.
Важно, чтобы нанесение пастообразного состава на плату не снижало технических характеристик последней. А остатки продукта можно было легко удалить с помощью стандартных растворителей
Чтобы понять, как сделать паяльную пасту в домашних условиях, нужно знать, что входит в ее состав. В основу этого вещества входит порошок припоя. Его смешивают со связующим и некоторыми другими компонентами.
Достоинства самодельного продукта
Знать, как сделать паяльную пасту, недостаточно
Важно еще и оценить достоинства продукта, приготовленного своими руками. Применение пастообразных веществ в радиоэлектронике позволяет изготавливать микро-платы с очень мелкими деталями
В этом случае отпадает необходимость использования паяльника и набора других стандартных инструментов.

Самодельная паяльная паста
Однако вместо традиционного паяльника придется воспользоваться специальным феном, с помощью которого происходит плавление составляющих пасты и закрепление деталей на местах.
Главным недостатком покупной продукции является ее дороговизна. Изготовление самодельной пасты позволит значительно сэкономить. Приобретя все составляющие продукта по отдельности, удастся получить аналогичное вещество, конечная стоимость которого выйдет в разы ниже.
Разновидности составов для паяльных работ
Для соединения элементов с помощью пайки применяются составы, имеющие меньшую температуру плавления. Раньше для этих целей применялся припой в сочетании с флюсом – веществом, способствующим удалению оксидов с паяемых поверхностей и улучшающим растекание припоя.
Современные производители электроники используют специальные составы, в которых содержатся оба этих компонента, а также различные добавки, ускоряющие процесс пайки.
Паяльная паста своими руками для пайки СМД-компонентов готовится из следующих составляющих:
- припоя (получают из свинца, олова или серебра);
- флюса;
- связующих компонентов.
Паяльные пасты делятся на несколько видов:
- отмывочные;
- безотмывочные;
- водорастворимые;
- галогенсодержащие;
- без содержания галогенов.
На изменение состава оказывает влияние флюс. Пасты, не смываемые водой, готовятся путем добавления канифоли. Чтобы смыть состав с платы, придется воспользоваться растворителями.

Подготовка основы для самодельной паяльной пасты
Описание технологии приготовления
Приготовить паяльную пасту для SMD своими руками совсем несложно. В зависимости от вида выполняемых работ, для приготовления состава можно воспользоваться одним из трех способов.
Для тонкой пайки. Этот состав содержит следующие компоненты:
- рафинированное растительное масло – 100 г;
- говяжий жир (растопленный и процеженный) – 300 г;
- канифоль – 500 г;
- хлористый аммоний – 100 г.
Температура фена для выпаивания микросхем
Меня интересует такой вопрос. Какая правильная температура для прогрева, перекатки микросхем? Для себя определился с величиной в 320°С. Опыт пока ничтожный, поэтому не знаю, правильная это температура или нет — пока работаю на этой. Но вот столкнулся с тем, что пришлось перекатывать UEM. Так вот, после моей перекатки она перестала работать. Факторов, конечно, много, почему она отказала, но я не исключаю и тот, что мог ее перегреть. Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP). Подскажите, пожалуйста, какие правильные температуры необходимо выбирать при пайке разных микросхем с учетом нижнего подогрева (пока такового нет) и без него.
P.S. Разумеется, у всех разные паяльные станции. Наверняка они все по разному настроены, но пусть это будет та температура, которая на дисплее станции.
кто-то когда-то правильно сказал, что в наших бюджетных паялках температура измеряется в попугаях. По-хорошему, нужно брать и калибровать свою станцию с помощью приборов для измерения температуры.
+1 у меня фен показывает 460 но я руку спокойно держу над ним=))) я паяю примерно 380 градусов. но температуру меняю в зависимости от телефона и места прогрева=)))
Вопрос из разряда «Сколько ложек соли нужно на кастрюлю супа?» И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С — это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте.
Вопрос из разряда «Сколько ложек соли нужно на кастрюлю супа?» И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С — это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте. Чуть добавлю: Учитывайте коэффициент теплопередачи платы и окружающего воздуха. Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды). Итого теоретически-опытным путем для себя выявлено: Бессвинцовка 290-300 (некорозийный) без подогрева 270-280 (некорозийный) с подогревом 280 300-320 (корозийный) с подогревом Свинцовка 270-280 (некорозийный) без подогрева 260 (некорозийный) с подогревом Идеальные условия:температура в помещении 18-20 градусов отсутствие сквозняка работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла — рабочая температура поднимается) температура мерилась на расстоянии 1 см от «выхода» фена. Градусы реальные (не попугаи) Вроде все. ИМХО
Чуть добавлю: Учитывайте коэффициент теплопередачи платы и окружающего воздуха. Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды). Итого теоретически-опытным путем для себя выявлено: Бессвинцовка 290-300 (некорозийный) без подогрева 270-280 (некорозийный) с подогревом 280 300-320 (корозийный) с подогревом Свинцовка 270-280 (некорозийный) без подогрева 260 (некорозийный) с подогревом Идеальные условия:температура в помещении 18-20 градусов отсутствие сквозняка работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла — рабочая температура поднимается) температура мерилась на расстоянии 1 см от «выхода» фена. Градусы реальные (не попугаи) Вроде все. ИМХО
Со всем практически согласен, кроме выделенного. можно и сдуть мелкие детали рядом с BGA.Стараюсь наоборот силу обдува ставить как можно меньше, особенно актуально на самцах: чтобы шары не полезли из под компаунда на соседних ИМС.
Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP).
Поправь меня ,мил человек если я ошибаюсь. Ты что, решил руку набить на клиентских телах?
Температура плавления припоев есть в нете в свободном доступе.
Шикарные заголовки выдает гугл.
Классификация
По размеру
Размер и форма металлических частиц в паяльной пасте определяют, насколько хорошо паста будет «печатать». Шарик припоя имеет сферическую форму; это помогает уменьшить поверхностное окисление и обеспечивает хорошее образование стыков с прилегающими частицами. Неправильные размеры частиц не используются, так как они могут забивать трафарет, вызывая дефекты печати
Для получения качественного паяного соединения очень важно, чтобы металлические сферы были одинакового размера и имели низкий уровень окисления.
Паяльные пасты классифицируются по размеру частиц в соответствии со стандартом IPC J-STD 005. В таблице ниже показан тип классификации пасты в сравнении с размером ячеек и размером частиц. Некоторые поставщики используют соответствующие описания размеров частиц, описания Henkel / Loctite приведены для сравнения.
| Обозначение типа | Размер ячейки в линиях на дюйм | Максимум. размер в мкм (не более) | Максимум. размер в мкм (меньше чем на 1%) | Размер частиц в мкм (мин. 80%) | Средн. размер в мкм | Мин. размер в мкм (макс. на 10% меньше) | Описание порошка Henkel |
|---|---|---|---|---|---|---|---|
| Тип 1 | 150 | 150-75 | 20 | ||||
| Тип 2 | -200 / + 325 | 75 | 75–45 | 60 | 20 | ||
| Тип 3 | -325 / + 500 | 45 | 45–25 | 36 | 20 | AGS | |
| Тип 4 | -400 / + 635 | 38 | 38–20 | 31 год | 20 | DAP | |
| Тип 5 | -500 / + 635 | 30 | 25 | 25–10 | 10 | KBP | |
| Тип 6 | -635 | 20 | 15 | 15–5 | 5 | ||
| Тип 7 | 15 | 11 | 11–2 | ||||
| Тип 8 | 11 | 10 | 8–2 |
По потоку
В соответствии со стандартом IPC J-STD-004 «Требования к паяльным флюсам» паяльные пасты подразделяются на три типа в зависимости от типа флюса:
Флюсы на основе канифоли изготавливаются из канифоли , натурального экстракта сосны. Эти флюсы при необходимости можно очистить после процесса пайки с помощью растворителя (возможно, включая хлорфторуглероды ) или омыляющего средства для удаления флюса.
Водорастворимые флюсы состоят из органических материалов и оснований гликоля. Для этих флюсов существует множество чистящих средств.
Без необходимости очистки потока предназначен , чтобы оставить только небольшое количество инертных остатков флюса. Пасты, не требующие очистки, экономят не только затраты на уборку, но также капитальные затраты и площадь помещения. Однако эти пасты нуждаются в очень чистой среде сборки и могут нуждаться в инертной среде оплавления.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
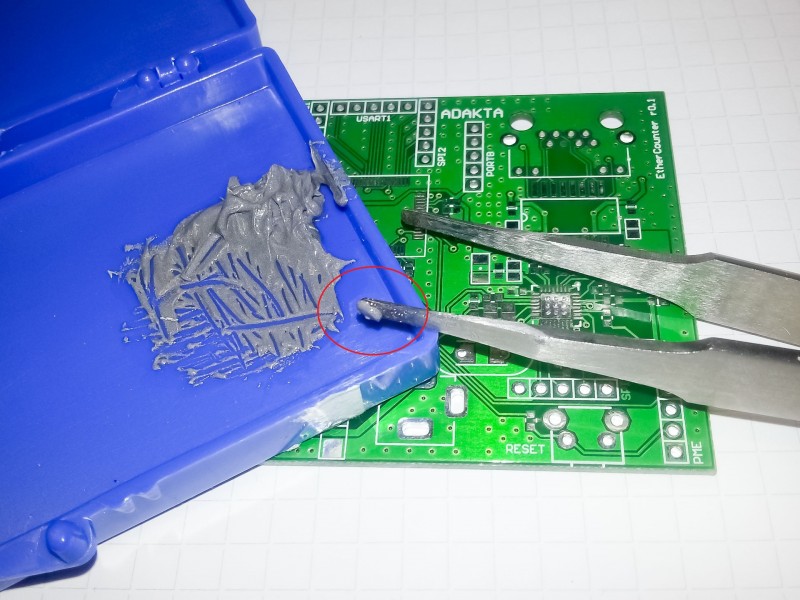
- нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;
- учитывая скорость производственного процесса, по мере использования нанесенной пасты необходимо добавлять небольшими порциями оставшееся паяльное вещество;
- если печатные работы завершены, а паяльная паста для поверхностного монтажа осталась, ни в коем случае нельзя смешивать ее с новой, а хранить следует в отдельной емкости в холодильном оборудовании;
- если паяльные работы не окончены, для их продолжения можно использовать как начатую паяльную пасту, так и новую, главное условие здесь – смешать ранее вскрытую пасту в соотношении 1:2 с новой и тщательно перемешать для получения однородной массы;
- монтаж компонентов на печатную плату следует произвести как можно быстрее, собственно говоря, такими же ускоренными темпами ее нужно потом и пропаять;
- в случае возникновения вынужденной паузы в работе, которая превысит 60 минут, остатки паяльной пасты (то есть той пасты, которая была нанесена на трафарет, но использована не до конца) убрать в специальную емкость и плотно ее закрыть;
- в целях получения высококачественной трафаретной печати рекомендуется производить очистку трафаретного полотна каждые 40-45 минут.
Технология использования пасты
Если вы еще не пользовались данным составом, то вам поможет наша инструкция для работы с паяльной пастой:
- сначала надо вычистить плату, обезжирить и тщательно просушить;
- установить плату горизонтально и зафиксировать в таком положении;
- в заданных соединительных точках равномерно наносится паста без пропусков;
- мелкие и smd элементы ставятся на плату;
- в некоторых случаях для большей надежности требуется обработка пастой ножек микросхем;
- в случае нижнего подогрева платы необходимо запустить фен и теплым потоком прогреть верхний участок с крепящимся элементом;
- после испарения флюса следует увеличить температуру до уровня плавки припоя;
- паять надо постоянно контролируя процесс;
- дать остыть и промыть плату.

Для манипуляций с микросхемами требуется использовать паяльник на +250 — +300 Со. Допускается применения модели 20-30 Вт и 12-36 В.

Припаять SMD- компоненты можно так:
- поместите их на контактную площадку;
- нанесите пасту на ножки;
- под влиянием паяльника с заданной температурой паста растекается по контактному участку;
- оставьте элементы для остывания.
Чтобы припаять провода, паяльную массу наносят на провода в области соединения. Затем к пасте прикладывается паяльник.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
для начала необходимо очистить, обезжирить и просушить плату;
после этого плату необходимо надежно зафиксировать в горизонтальном положении;
в отмеченных точках соединения равномерно наносится паста;
мелкие детали устанавливаются на поверхность платы;
иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
прогревать установленные SMD-компоненты можно феном;
когда припой полностью испарится, температуру плавки можно увеличить;
паять необходимо осторожно, соблюдая все необходимые требования безопасности;
после работы плату нужно остудить и промыть.
Для монтажа микросхем применяются паяльники с температурой в пределах +250…+300°С. Нежелательно брать для такой работы устройства с конусовидными насадками. Чтобы добиться максимальной эффективности, следует воспользоваться тонкой проволокой для контакта пасты с паяльным жалом.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.

Для пайки кабелей паста наносится на них в зоне соединения. После этого к массе прикладывается паяльное жало.
Преимущества применения

SMD-компоненты, благодаря применению новейших технологий, обладают небольшим размером и массой. Любой маленький элемент, функционально содержащий в себе десятки, а то и сотни резисторов, конденсаторов и транзисторов, будет в несколько раз меньше, чем обыкновенный полупроводниковый диод. Благодаря этому радиоэлектронные приборы, изготовленные из компонентов для поверхностного монтажа, очень компактные и легкие.
Небольшие размеры SMD-компонентов не создают условий для возникновения наведенных токов в самих элементах. Для этого корпуса их слишком малы и не влияют на эксплуатационные характеристики. В результате устройства, собранные на таких деталях, работают качественнее, не создавая помех и не реагируя на помехи от других приборов.

SMD-компоненты можно располагать на плате очень близко друг другу. Современные детали настолько малы, что большую часть пространства стали занимать токопроводящие дорожки, а не радиокомпоненты. Это побудило производителей делать монтажные платы многослойными. Они представляют собой как бы сэндвич из нескольких плат, только контакты от всех дорожек выведены на поверхность самой верхней из них. Эти контакты называются монтажными пятачками. Такие многослойные платы очень компактны. Их используют при изготовлении мобильных телефонов, смартфонов, планшетных компьютеров. Детали на них настолько мелкие, что нередко разглядеть их можно только под микроскопом.
Свинцовосодержащие паяльные пасты Union Soltek
Пасты с флюсом, не требующим отмывки, состоящие из RMA-флюса и припойного порошка, слабо подверженного процессам окисления и с равномерным распределением частиц постоянной, строго сферической формы.
Применяемый флюс является продуктом новейшего поколения, не требующим отмывки. Используемый флюс не содержит галогенов. Это позволяет улучшить не только технологические свойства припоя, но и значительно увеличить надёжность изделий. Потребителями нашей пасты отмечена очень хорошая растекаемость припоя по инверсионному золоту (как у паст с активным флюсом) и улучшенная пайка элементов изготовленных по бессвинцовым технологиям.
- Используемые сплавы: Sn63/Pb37; Sn62/Pb36/Ag2
- Не требует отмывки – после пайки остатки флюса не способствуют коррозии и другим процессам, вызывающим ухудшение электронных характеристик изделия.
- Высокая смачиваемость во время процесса оплавления. Обеспечивает качественное удаление оксидных плёнок с поверхностей паяемых металлов.
- Высокая надёжность образуемых паяных соединений.
- Не вызывают образование шариков припоя вблизи контактных площадок.
- Применяются для компонентов с малым шагом выводов
- Не способствуют образованию перемычек между выводами компонентов после пайки за счёт резкого осаждения.
- Длительный срок хранения при минимальном изменении вязкости.
| Sn63/Pb37 | Sn62/Pb36/Ag2 | Sn62/Pb36/Ag2 | — |
| 20-38 | 20-45 | 20-38 | Мкм |
| Сфера | Сфера | Сфера | — |
| 183 | 179 | 179 | °С |
| RМА | RМА | RМА | — |
| НЕТ | НЕТ | НЕТ | — |
| 1.8х105 | 1.8х105 | 1.8х105 | Ом.см |
| 9.5±0.2 | 9.5±0.2 | 9.5±0.2 | % |
| 210±20 | 210±20 | 210±20 | kcP |
| 94.0 | 94.0 | 94.0 | % |
| 12 | 12 | 12 | мес. |
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.

Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте